

Как устроен и работает плазменный сварочный аппарат
Как устроен и работает плазменный сварочный аппарат

В физике плазма — четвертое состояние вещества после твердых тел, жидкостей и газов, когда среда ранее нейтральных молекул и атомов подвергается частичной или полной ионизации при соблюдении квазинейтральных условий: ионизация всех заряженных частиц. Объемные плотности равны.
В технологии сварки используются следующие свойства низкотемпературной (менее миллиона Кельвинов) плазмы:
- Очень высокая электропроводность;
- Сильное влияние внешних магнитных полей на течение тока внутри них способствует образованию струй и слоев;
- Проявлением коллективного эффекта является доминирование магнетизма и электричества над гравитацией.
Принципы создания и работы плазмотронов
В этом методе сварки источником, нагревающим металл до температуры плавления, является плазменная дуга ионизированного газа, направленная в нужном направлении. Его производят с помощью специального устройства, называемого плазмотроном или плазмотроном.
Классификация по типу создания дуги
По принципу работы плазменная горелка может быть прямого и непрямого действия.
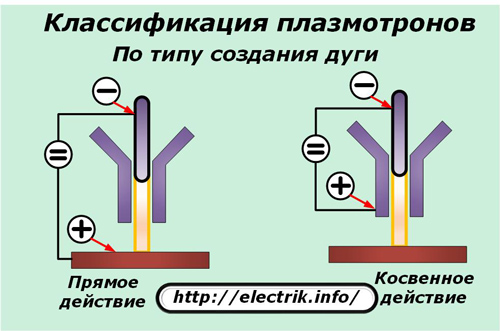
В первом случае разность потенциалов внешнего поля генератора прикладывается непосредственно к заготовке и электродам газовой горелки, что создает условия для образования дуги. Это увеличивает эффективность охлаждения конструкции.
Во втором методе напряжение подается только между различными частями факела для создания плазменной струи. Следовательно, система охлаждения узла сопла должна быть сложной.
Дуга, создаваемая плазменной трубкой прямого действия, имеет примерно цилиндрическую форму и слегка проходит по поверхности обрабатываемого металла.
Внутри нейтрального электрического сопла дуга сжимается и стабилизируется. В то же время сочетание тепловой и кинетической энергии плазмы создает для нее большую мощность, позволяя ей глубже проникать в металл.
Горелки непрямого действия производят плазму в виде конусовидной струи, окруженной факелом, направленным в сторону продукта. Струя выдувается потоком плазмы из факела.
Классификация по способу охлаждения горелки
В связи с относительно высокой температурой плазмы применяют несколько способов охлаждения компонентов плазмотрона:
- продувать воздух;
- Отвод тепла осуществляется за счет принудительной циркуляции воды.
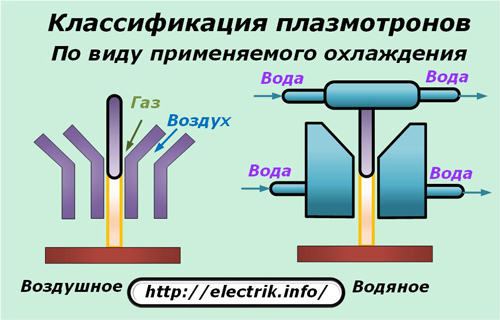
Воздушное охлаждение дешевле, а жидкостное охлаждение является наиболее эффективным, но более сложным.
Классификация по способу стабилизации дуги
Газовая горелка должна обеспечивать равномерный температурный столб, быть стабильной по размерам и направлениям, жестко закрепляться по оси сопла и электрода.
Для этого были разработаны три конструкции сопел, использующих энергию:
3. Магнитное поле.
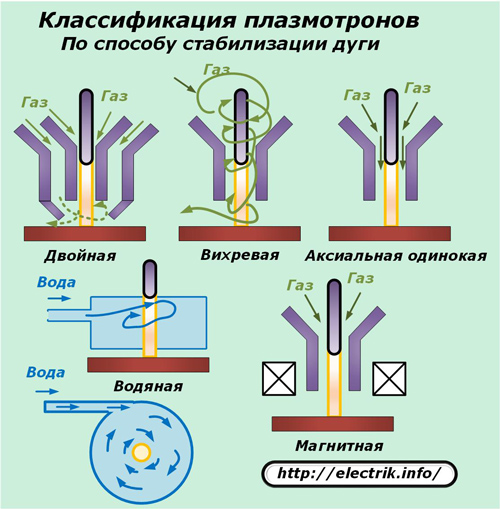
В первом методе плазменный столб обдувается потоком холодного воздуха, охлаждая его и одновременно сжимая. В зависимости от направления воздушного потока достигается стабильность:
1. Осевое направление – подача воздуха параллельно колонне;
2. Вихревой, когда поток воздуха создается в вертикальном направлении.
Второй метод более эффективно сжимает дугу и используется с плазменными горелками для напыления или резки металла.
Осевая стабильность больше подходит для сварки и наплавки металлов.
Бистабильное решение сочетает в себе характеристики осевого и вихревого тока. При использовании газ можно выпускать тремя способами:
- Только через основной центральный канал;
- Через оба;
- Полностью внешний.
Каждый метод создает свою схему сжатия плазменного столба.
Для стабилизации воды используется противовихревой поток жидкости. Образующийся при этом пар помогает создать плазму и нагревает колонну до температуры 50 000 градусов Кельвина.
Существенным недостатком этого метода является сильное прогорание катода. Для этого типа устройств электроды изготовлены из графита, а также разработан механизм, автоматически приближающийся к заготовке по мере непрерывного расходования длины.
Стоит отметить плазмотронные устройства с водной стабилизацией:
- сложность конструкции;
- Система подачи электродов имеет низкую надежность;
- Трудоемкий метод зажигания дуги.
Принцип работы магнитной стабилизации обусловлен наличием направленных магнитных полей при движении столба дуги. Он наименее эффективен, а встроенный в сопло соленоид существенно усложняет схему плазмотрона.
Однако магнитная стабилизация используется для придания вращательного движения анодной точке внутри стенки сопла. Это снижает коррозию материала сопла, тем самым влияя на чистоту плазменной струи.
Все рассмотренные выше конструкции плазменных трубок представляют собой дуговые плазменные трубки. Но есть еще одно подобное устройство, которое использует энергию высокочастотного тока, протекающего через индукционную катушку, для создания плазмы. Такие плазменные трубки называются индукционными плазменными трубками (ВЧ), и для создания дугового разряда им не требуются электроды.
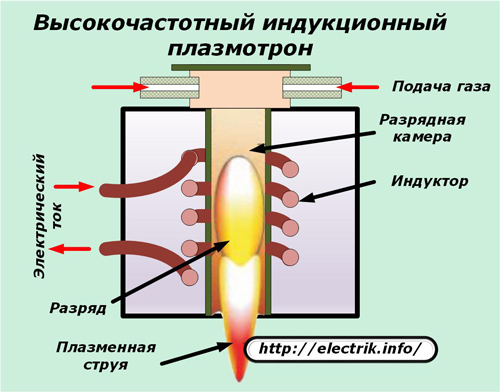
По сравнению с дуговыми аппаратами они не имеют особых преимуществ по влиянию на обработку металлов и используются для решения определенных процессов, например, получения чистых порошковых металлов.
Читайте также статью: Как восстановить ватсап переписку
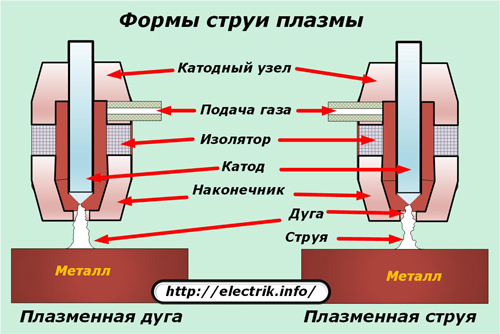
Особенности конструкции горелки
На схеме ниже поясняется работа плазменной горелки.
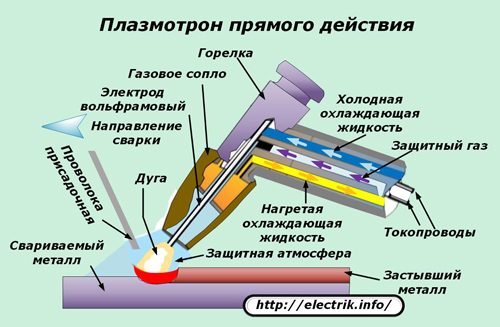
В процессе сварки плазменная дуга генерируется внутри защитной атмосферной оболочки, создаваемой подачей инжекционного газа в рабочую зону. Самый распространенный вариант – аргон.
Плазмообразующие газы (источники ионизации) могут использоваться для:
- Аргон;
- азот;
- гелий;
- Воздух;
- водород;
- Смеси перечисленных газов.
Необходимо учитывать особенности его эксплуатации:
- Водород взрывоопасен;
- Из воздуха выделяются соединения азота и озон;
- Гелий дорогой;
- Азот при высоких температурах оказывает вредное воздействие на окружающую среду.
В качестве материала электродов чаще всего выбирают вольфрам из-за его наиболее подходящих механических свойств и высокой термостойкости.
Газовое сопло закреплено внутри горелки и обдувается защитным потоком. Холодная жидкость прокачивается по гидравлическим линиям, а нагретая жидкость выводится.
Токоведущий провод подает на электроды питание постоянного или переменного тока.
Для питания плазменно-дугового образования подключается источник тока напряжением около 120 вольт для сварки и напряжением холостого хода около 300 вольт для резки.
Устройство плазменного генератора
Для запуска плазменной трубки можно использовать как переменный, так и постоянный ток. В качестве примера рассмотрим работу генератора от обычной питающей сети 220 Вольт.
Балластные резисторы ограничивают ток питания. Дроссель регулирует нагрузку. Диодный мост преобразует переменное напряжение для поддержания вспомогательной дуги.

Воздушный компрессор подает защитный газ к резаку, а гидравлическая система охлаждения обеспечивает циркуляцию жидкости в плазменной трубке для поддержания эффективного рассеивания тепла.
Технология плазменной сварки и резки
Для зажигания и поддержания сварочной дуги используется энергия тока, а для бесконтактного возбуждения — генератор колебаний (источник колебаний).
Использование пилотной дуги между электродом и соплом позволяет существенно облегчить процесс инициирования плазмы.
Данная сварка позволит соединить практически все металлы и сплавы, расположенные в нижних или вертикальных плоскостях.
Заготовки толщиной до 15 мм можно сваривать без предварительной обработки скошенной кромки. В этом случае образуется характерный провар определенной формы за счет выброса плазменной струи через сквозную щель за пределы тыльной стороны свариваемой детали.
Фактически плазменная сварка в большинстве случаев представляет собой двухнепрерывный процесс:
- резка материала заготовки;
- Сварка разрезных деталей.
Технология резки основана на:
- Плавление слоев металла на месте обработки;
- Используйте поток плазмы, чтобы выдуть жидкую часть.
Толщина металла влияет на технику резки. Для тонких изделий используйте непрямой метод дуговой обработки, а для более толстых изделий лучше подойдет прямое подключение к плазмотрону.
Плазменная резка является наиболее экономичной для всех металлов, в том числе и для углеродистой стали.
Видео: Горынычъ — аппарат плазменной сварки и резки

Для выполнения плазменной сварки и резки разработаны автоматизированные производственные линии и ручные агрегаты.

Виды плазменной сварки
На мощность дуги влияет приложенный ток. В зависимости от их размеров определяются три вида сварки:
3. Под высоким током.
Микроплазменная сварка
Предел рабочего тока составляет 0,1÷25 ампер. Данная технология используется в производстве радиоэлектроники, приборостроении, ювелирном деле, гофрированных трубках, пленках, термопарах, фольге, тонкостенных трубах и емкостях и позволяет надежно соединять детали толщиной 0,2÷5 мм.
Для обработки различных материалов необходимо выбирать сочетание плазмообразующего и защитного газов, сжатие дуги и близость к аноду. При обработке особенно тонких материалов используется импульсный режим работы с использованием источника питания дуги с низким током для создания многополярных импульсов тока.
Во время прохождения импульса одной полярности металл наплавляется или сваривается, а во время паузы из-за изменения направления металл остывает и кристаллизуется, образуя паяное соединение. Чтобы сделать его правильно сформированным, текущий процесс подачи и паузы оптимизируется. В сочетании с регулировкой амплитуды и снятием электродов это позволяет добиться качественных соединений самых разных металлов и сплавов.
Для выполнения микроплазменной сварки разработано множество методик, учитывающих различные углы наклона плазмотрона, создание поперечных колебаний для разрушения оксидного слоя, перемещение сопла относительно обрабатываемого сварного шва и другие способы.
Плазменная сварка средним током 50÷150 Ампер применяется в промышленном производстве, машиностроении и ремонтных целях.
Сила тока 150 ампер используется для плазменной сварки в промышленных условиях при обработке легированных и мягких сталей, меди, титана и алюминиевых сплавов. По сравнению с методами дугового соединения, он может снизить стоимость режущих кромок, повысить производительность процесса и оптимизировать качество соединения.
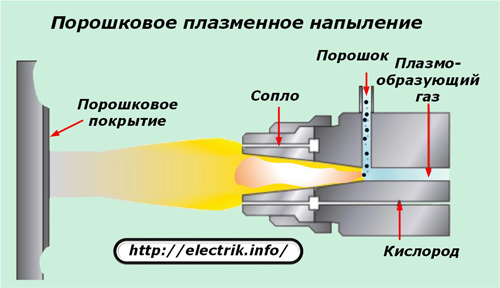
Плазменная наплавка металла и напыление поверхности
Для некоторых деталей машин требуются высокопрочные поверхности, способные выдерживать высокие температуры или суровые условия окружающей среды. Для этого их покрывают дорогим защитным слоем металла методом плазменной обработки. Для этого подготовленную мелкодисперсную металлическую проволоку или порошок вводят в поток плазмы и распыляют в расплавленном состоянии на обрабатываемую поверхность.
Преимущества этого подхода:
- Способность плазмы плавить любой металл;
- Возможность получать сплавы различного состава и создавать многослойные покрытия;
- Доступны формы обработки любого размера;
- Облегчает корректировку энергетических характеристик процесса.
Преимущества плазменной сварки
Источник дуги, образующийся при плазменной сварке, отличается от традиционной электросварки:
1. Контактные площадки на обрабатываемом металле имеют меньший размер;
2. Благодаря форме, близкой к цилиндрической, термическое воздействие сильнее;
3. Увеличить механическое давление струи на металл (примерно в 6÷10 раз);
4. Способность поддерживать горение дуги при малых токах, до 0,2 Ампера.
По этим четырем причинам плазменная сварка считается более перспективной и универсальной при обработке металлов. Это обеспечивает лучшее плавление в уменьшенном объеме.
Плазменная дуга имеет самую высокую концентрацию температуры и позволяет резать и сваривать металлы увеличенной толщины даже при увеличении расстояния от сопла горелки до заготовки.
Дополнительно плазменное сварочное оборудование различается:
- Сравнительно небольшой размер;
- эксплуатационная надежность;
- Легкая регулировка мощности;
- Начните с легкого;
- Режим быстрого завершения работы.
дефект
Высокая стоимость оборудования ограничивает широкое внедрение плазменной сварки во всех отраслях производства и на малых предприятиях.
- Как работают люстры с дистанционным управлением
- Как работает электрический теплый пол
- Конструкция и принцип работы магнитного пускателя
Надеюсь, эта статья была вам полезна. Смотрите также другие статьи в категории «Техника и оборудование
Подписывайтесь на наш Telegram-канал: Бытовая техника
Здесь можно оставлять комментарии, задавать вопросы и общаться:
Обсудить электротехнические темы
Поделитесь этой статьей с друзьями:
Видео: Обзор плазменного сварочного аппарата.
Видео: Плазменный резак/как работает плазморез?/Чем резать металл
Читайте также статью: Русская печь: преимущества и недостатки


