

Соединение проводов сваркой
Соединение проводов сваркой

Помимо описанных ранее способов соединения проводов (см статью Способы соединения проводов: от скрутки до пайки), в последнее время достаточно широкое распространение получила и пайка.
Паяные соединения превосходят все остальные соединения: с ее помощью проще всего получить достаточно надежные и качественные контакты. Поэтому время безаварийной работы электрических цепей очень велико.
В настоящее время в большинстве проводок используются медные провода, а алюминиевых проводов по возможности избегают. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить переменным и постоянным током, напряжением 12-36В, причем сварочный ток должен быть регулируемым. Наиболее подходящими для сварки проволокой следует считать инверторные сварочные аппараты.
Инверторный сварочный аппарат
Преимущества инверторных установок общеизвестны. Прежде всего, он маленький и легкий, а некоторые модели даже оснащены плечевым ремнем. Это позволяет повесить устройство на ремень через плечо и подняться по лестнице, чтобы припаять провода в распределительной коробке.
Как правило, сварочные инверторы имеют широкий диапазон регулирования сварочного тока. Дуга этого типа оборудования очень стабильна и хорошо зажигается при небольших сварочных токах, поэтому даже неопытные сварщики могут быстро добиться отличных результатов и получить качественные сварные соединения.
Кроме того, к преимуществам инверторов относится низкое энергопотребление по сравнению с традиционными трансформаторными сварочными аппаратами. Поэтому доступ к бытовой электропроводке вполне возможен: не будет мерцания света и неисправностей различной бытовой техники, а также жалоб соседей.
Сварка медной проволокой так же опасна, как и обычная сварка стали. Опасности «кроличьей охоты» и ожогов расплавленным металлом по-прежнему сохраняются. Поэтому при работе со сварочной проволокой следует надевать сварочные маски и сварочные перчатки. Рабочая одежда также должна быть пригодна для сварки. Кроме того, как и при обычных сварочных работах, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности.
При пайке медной проволоки используют специальный угольный электрод с медным покрытием, часто называемый «карандашом». Если у вас нет этого специального электрода, можно использовать обычный угольный стержень от некачественного аккумулятора. При этом в зависимости от диаметра и количества свариваемой проволоки можно рекомендовать сварочный ток, по крайней мере, приблизительно в пределах, указанных ниже.
Сварочного тока 70А достаточно для сварки двух медных проводов площадью сечения 1,5 мм2, для сварки трех одинаковых медных проводов необходим ток 80 – 90А. По двум-трем проводникам сечением 2,5мм2 ток достигает 80-100А, а по трем-четырем жилам — 100-120А.
Приведенные цифры следует считать приблизительными, поскольку медь, используемая в проводах, сильно различается по составу и свойствам в зависимости от производителя. Поэтому схема сварки также будет различаться.
Лучшим режимом считается режим, когда электрод не прилипает к месту сварки и дуга устойчива. Такое сочетание было достигнуто экспериментально в ходе работы. Эти ограничения обычно следует соблюдать при покупке инверторного сварочного аппарата. Если устройство используется только для данного вида работ, необходимости в более мощном оборудовании нет.
Технология сварки проволокой
Сама сварка состоит из нескольких технических операций. Сначала с проводов следует снять оболочку и изоляцию, а затем скрутить. Обрезаем получившиеся пряди так, чтобы концы всех проводов находились на одном уровне, а длина прядей была не менее 50мм.
Читайте также статью: продвижение сайта ссылками что это
После этого на многожильный провод установите медный теплоотводящий зажим и подключите «землю» сварочника. После этих операций конец угольного «карандаша», установленный в держателе, подводят к закрученному концу и приваривают. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего пайка должна прекратиться. Чтобы не расплавить изоляцию провода, время сварки каждой скрутки не должно превышать 1-2 секунды. После того как спаянные жилы остынут, их следует изолировать с помощью изоленты или, что более современно, термоусадочной трубки.
Самодельный сварочный аппарат для проволоки
Инверторы для сварочных скруток очень хороши, но у них есть один недостаток, пожалуй, единственный. Это очень высокая цена. Поэтому рекомендуется приобретать данное оборудование в тех случаях, когда сварочные работы проводятся регулярно, а не от случая к случаю, например, в условиях профессиональных электротехнических бригад и предприятий. Если вы планируете просто заменить электропроводку в двух- или трехкомнатной квартире самостоятельно, это вполне возможно сделать, используя самодельный сварочный аппарат или даже просто трансформатор подходящей мощности.
В качестве таких трансформаторов очень подходят трансформаторы серии TBS (бронированные машинные трансформаторы), показанные на рисунке 1 .

Рисунок 1. Трансформатор серии TBS
Для сварочной проволоки вполне подойдет трансформатор мощностью не менее 600Вт и напряжением вторичной обмотки 9-36В. Электрододержатель и зажим для подключения «земли» подключаются ко вторичной обмотке».
Сварка производится угольными электродами (аккумуляторными стержнями) так же, как написано выше для инверторного сварочного аппарата. По сути, весь процесс один и тот же: от зачистки провода до контакта многожильного провода с угольным стержнем и последующей изоляции многожильного провода.
если такого трансформатора нет в наличии, его легко сделать самостоятельно. Для этого понадобится Ш-образный сердечник трансформатора площадью не менее 30 см2. Площадь первичной обмотки 30 квадратных сантиметров, напряжение питания 220В, количество витков 293, изготовлена из обмоточного провода диаметром 0,8-1,0 мм.
Вторичная обмотка наматывается тремя проводами диаметром 3 мм, а тоньше – четырьмя или пятью проводами, но общей площадью не менее 15 – 20 мм2. Когда напряжение вторичной обмотки составляет 10 В, следует использовать указанное количество витков сердечника, равное 13 виткам.
Если такого железа нет в наличии, количество витков можно определить по следующей формуле.
По этим формулам определяется количество витков в первичной и вторичной обмотках, где S — площадь сердечника, 40 — эмпирический коэффициент (может принимать значения от 40 до 60, чем качественнее железо, тем меньше число), U1 — напряжение сети. (220В), U2 – необходимое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Видео: Сварка медных скруток инвертором. Тест на прочность
Как и в предыдущем случае, вам понадобится сварочная маска или очки и перчатки, иначе вы гарантированно обожжетесь расплавленным металлом или попадете «зайцам» в глаза. Для упрощения процесса сварки можно использовать специальное приспособление, как показано на рисунке 2 .
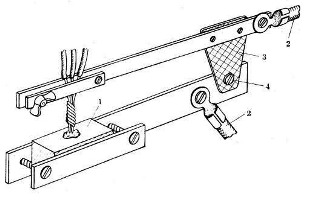
Рисунок 2. Аппарат для сварки скруток
Как видно из картинки, конструкция устройства проста и понятна. Напряжение от сварочного трансформатора подается по проводам 2 на верхнюю (подвижную руку) и нижнюю (основание) части, которые соединены между собой через изоляционную пластину 3 с помощью шарниров 4 . Угольный электрод 1 с канавками для флюса закреплен на основе, представляющей собой обычную буру, продающуюся в аптеках.
Провод 2 должен быть как можно короче, а сечение — как можно больше, не меньше сечения вторичной обмотки трансформатора. Выключатель питания должен находиться как можно ближе, желательно проходной выключатель на проводе, например, у торшера.
Процесс сварки в этом случае показан ниже. Сначала закрепите привариваемую скрутку к подвижному рычагу зажимом для большого пальца. Залейте флюс в канавку угольного электрода и сожмите рычаг рукой. После этого на сварочный трансформатор подается напряжение и в канавках угольного электрода под слоем флюса формируются шарики. После этого трансформатор следует выключить и дождаться остывания шарика в устройстве.
Время сварки обычно определяется в зависимости от реальной ситуации, поэтому сначала следует попрактиковаться с ненужной отработанной проволокой. С помощью этого устройства можно сваривать алюминиевую проволоку, а также алюминий и медь. Способ скручивания в этом случае показан на рисунке 3 .
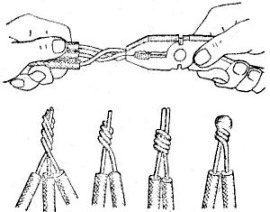
Рисунок 3. Скрутка для сварочной проволоки
О точечной сварке читайте здесь. В статье представлены несколько самодельных конструкций такого оборудования для домашних мастерских.
- О розыгрышах детей или как защитить квартирный звонок от пожара
- Как проложить провода в бане
- Несколько способов управления однофазными асинхронными двигателями
Надеюсь, эта статья была вам полезна. См также Электрическая энергия в быту и работе » Другие статьи в категории Секреты электрика
Подписывайтесь на наш Telegram-канал: Бытовая техника
Здесь можно оставлять комментарии, задавать вопросы и общаться:
Обсудить электротехнические темы
Поделитесь этой статьей с друзьями:
Читайте также статью: Применение сильфонного компенсатора для снижения вибрации


