

Точечная сварка в домашней мастерской
Точечная сварка в домашней мастерской

Виды и классификации сварки
Сварка – это процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Это соединение происходит, когда свариваемые детали подвергаются локальному или глобальному нагреву, либо находятся под воздействием пластической деформации, либо того и другого.
Сварку чаще всего применяют для соединения металлов и их сплавов, термопластов и даже в медицине. Но сварка живых тканей выходит за рамки этой статьи. Поэтому мы лишь кратко рассмотрим те виды сварки, которые используются в технологии.
Современные разработки в технологии сварки позволяют выполнять сварочные работы не только в производственных условиях, но и на открытом воздухе и даже под водой. В последние годы в качестве эксперимента в космосе проводятся сварочные работы.
Для производства сварных швов используются различные виды энергии. Во-первых, это пламя электрической дуги или газовой горелки. Более экзотические источники — ультразвук, лазерное излучение, электронные лучи и сварка трением.
Все сварочные работы сопряжены с высоким риском возникновения пожара, опасного газового загрязнения, ультрафиолетового излучения и поражения электрическим током. Поэтому сварочные работы требуют строгого соблюдения правил техники безопасности.
Все методы сварки делятся на три основные категории по виду энергии и используемой технологии: термические, термомеханические и механические.
Термическая сварка выполняется плавлением с использованием тепловой энергии. В основном это всем известные дуговая сварка и газовая сварка. Термомеханическая сварка осуществляется с использованием тепловой энергии и механического давления. Механическая сварка использует энергию давления и трения. Все категории сварки классифицируются по ГОСТ 19521-74.
точечная сварка
Точечная сварка относится к категории так называемой контактной сварки. Помимо этого, сюда также относятся стыковая сварка и шовная сварка. В домашней мастерской последние два типа реализовать практически невозможно, поскольку оборудование слишком сложное для повторения в условиях домашнего производства. Поэтому далее будет рассматриваться только точечная контактная сварка.
Согласно приведенной классификации точечная сварка относится к термомеханической категории. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно выровняв в нужное положение, помещают между электродами сварочного аппарата и прижимают друг к другу. Затем их нагревают до пластического состояния, после чего соединение подвергается пластической деформации. При использовании автоматизированного оборудования в промышленных условиях частота сварки может достигать 600 точек в минуту.
Краткое введение в технологию точечной сварки
Деталь нагревается путем подачи коротких импульсов сварочного тока. В зависимости от условий сварки длительность импульса варьируется в пределах 0,01…0,1 секунды. Этот короткий импульс обеспечивает плавление металла в области электрода и образование жидкого ядра, общего для обоих компонентов. После снятия импульса тока деталь некоторое время выдерживают под давлением для охлаждения и кристаллизации расплавленного ядра.
Прижатие детали в момент сварочного импульса обеспечивает образование уплотняющей ленты вокруг расплавленного ядра, препятствующей выплескиванию расплава за пределы зоны сварки. Поэтому никаких дополнительных мер по защите места сварки не требуется.
Сжимающее усилие электрода должно устраняться после задержки после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на заключительных этапах рекомендуется увеличить усилие прижима детали, чтобы обеспечить проковку металла и устранить неровности внутри сварного шва.
следует отметить, что для получения качественных сварных швов свариваемую поверхность необходимо предварительно обработать, особенно для удаления толстых оксидных пленок или простой ржавчины. Для сварки достаточно тонких листов толщиной не более 1…1,5 мм можно применять так называемую конденсаторную сварку.
Конденсатор непрерывно заряжается от сети достаточно малым током и потребляет очень мало энергии. При сварке конденсатор разряжается через свариваемую деталь, обеспечивая необходимый рисунок сварки.
Этот тип источника питания применяется для сварки микро- и сверхмалых деталей в приборостроении, электронной и радиотехнической промышленности. При этом можно сваривать черные и цветные металлы, даже разные их комбинации.
Преимущества и недостатки точечной сварки
Как и все на свете, точечная сварка имеет свои плюсы и минусы. К его преимуществам относятся, прежде всего, высокая производительность, механическая прочность точечной сварки и возможность автоматизации сварочного процесса. Недостаток – сварка неплотная.
Самодельная конструкция аппарата точечной сварки
В домашней мастерской может понадобиться только точечная сварка, поэтому разработано множество устройств, подходящих для домашнего производства. Ниже приводится краткое описание некоторых из них.
Одна из первых конструкций аппарата точечной сварки описана в журнале РАДИО N 12, 1978 г., стр. 47-48. Структурная схема устройства представлена на рисунке 1.
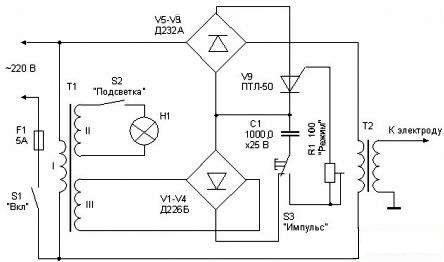
Рисунок 1. Принципиальная схема аппарата точечной сварки
Это устройство не отличается особой мощностью, с его помощью можно сваривать металлические листы толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах можно сваривать термопары, а также приваривать детали из тонкой фольги к большим стальным основаниям.
Одним из возможных применений является приварка фольги с предварительно приклеенными тензорезисторами к испытуемому компоненту. Поскольку свариваемые детали небольшие и сила прижима при сварке невелика, сварочный стержень изготавливают в виде сварочного пистолета. Детали прессуются вручную.
Схема сварочного аппарата очень проста. Его основное назначение – генерировать сварочные импульсы необходимой длительности, обеспечивая тем самым различные режимы сварки.
Читайте также статью: Как делают ресницы для наращивания
Основным компонентом агрегата является сварочный трансформатор Т2. Многожильным гибким кабелем соедините сварочный электрод с его вторичной обмоткой (согласно верхней схеме), а более крупные свариваемые детали подключайте к нижнему концу. Соединение должно быть достаточно надежным.
Сварочный трансформатор подключается к сети через выпрямительные мосты В5…В8. Тиристор V9 подключен к другой диагонали этого моста; при его включении сетевое напряжение подается на первичную обмотку трансформатора Т2 через выпрямительный мост. Управление тиристором осуществляется кнопкой «импульс» S3 на рукоятке сварочного пистолета.
Конденсатор С1 заряжается сразу при подключении к сети от вспомогательного источника питания. Вспомогательный источник питания состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через свой замкнутый контакт и резистор R1 разрядится через часть управляющего электрода — катод тиристора V9, что приведет к открытию последнего.
Открывающиеся тиристоры замкнут диагональ мостов V5…V9 (постоянный ток), что откроет сварочный трансформатор Т1. Тиристор будет включен до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора и время импульса сварочного тока можно регулировать переменным резистором R1.
Чтобы подготовиться к следующему сварочному импульсу, кнопку «Пульс» необходимо ненадолго отпустить для заряда конденсатора С1. При повторном нажатии кнопки будет сгенерирован следующий импульс: весь процесс повторится, как описано выше.
В качестве трансформатора Т1 подойдет любой трансформатор малой мощности (5…10Вт) с выходным напряжением около 15В на обмотке III. Обмотка II используется для освещения и ее напряжение составляет 5…6В. Исходя из приведенных на схеме номиналов С1 и R1, максимальная длительность сварочного импульса составляет примерно 0,1 секунды, обеспечивая сварочный ток 300…500 А, чего достаточно для сварки упомянутых выше мелких деталей.
Трансформатор Т2 изготовлен из железа Ш40. Толщина этой группы 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 на 300 витков. Вторичная обмотка намотана по два провода и содержит 10 витков. В качестве вторичной обмотки используется многожильный провод диаметром 4 мм. Также можно использовать шины сечением не менее 20 мм2.
Тиристоры ПТЛ-50 вполне можно заменить на КУ202 с буквами К, Л, М, Н. В этом случае емкость конденсатора С1 необходимо увеличить до 2000 мкФ. Однако после такой замены надежность оборудования может снизиться.
Более мощный аппарат для точечной сварки
Вышеупомянутое устройство можно назвать микросварочным устройством. Более мощная схема устройства представлена на рисунке 2.
Видео: Изготовление простой точечной сварки в домашней мастерской
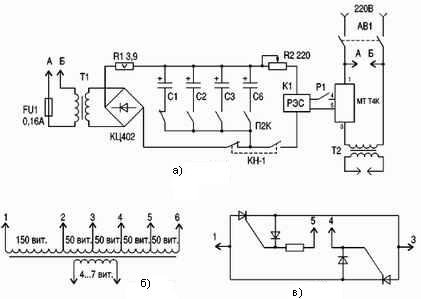
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно увидеть, что конструктивно он очень похож на предыдущий и содержит те же компоненты, а именно: сварочный трансформатор, полупроводниковый тиристорный переключатель и устройство временной задержки, обеспечивающее необходимую длительность сварочного импульса.
Данное решение позволяет сваривать металлические листы толщиной до 1 мм и проволоку диаметром до 4 мм. Увеличение мощности по сравнению с предыдущей схемой достигнуто за счет использования более мощного сварочного трансформатора.
общая структурная схема устройства представлена на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключается к сети через тиристорный бесконтактный пускатель МТТ4К. Прямой ток этого пускателя составляет 80А, а обратное напряжение — 800В. Его внутренняя структура показана на рисунке 2в.
Схема модуля очень проста и состоит из двух тиристоров, включенных параллельно, двух диодов и резистора. Контакты 1 и 3 переключают нагрузку, а контакты 4 и 5 замкнуты. В нашем примере они замыкаются через контактную группу реле К1. Для защиты от аварийных ситуаций в схеме имеется автоматический выключатель АВ1.
Реле времени состоит из трансформатора Тр1, диодного моста КЦ402, электролитических конденсаторов С1…С6, реле К1, переключателей и кнопок. В положении, показанном на схеме, при замыкании выключателя АВ1 конденсаторы С1…С6 начинают заряжаться.
Конденсаторы подключаются к диодному мосту с помощью независимо фиксированных ключей П2К, что позволяет подключать различное количество конденсаторов и таким образом регулировать временную задержку. Схема зарядки конденсатора снабжена резистором R1, функция которого заключается в ограничении зарядного тока конденсатора в начальный момент зарядки. Это продлевает срок службы конденсатора. Конденсатор заряжается через нормально замкнутый контакт кнопки КН1.
При нажатии кнопки КН1 она замыкает свой нормально разомкнутый контакт, подключая таким образом реле К1 к конденсатору времени. При нормальных обстоятельствах закрытый контакт в это время естественным образом размыкается, чтобы предотвратить прямое подключение реле K1 к выпрямительному мосту.
Реле срабатывает и его контакты замыкают управляющие контакты тиристорного реле, открывая таким образом сварочный трансформатор. После разряда конденсатора реле замыкается и сварочный импульс прекращается. Для подготовки к следующему импульсу кнопку КН1 необходимо отпустить.
Для точного выбора времени импульса используйте переменный резистор R2. В качестве реле К1 пригодны герконы РЭС42, РЭС43 или аналогичные с рабочим напряжением 15…20 В. Кроме того, чем ниже рабочий ток реле, тем дольше задержка. Ток между выводами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы С1 и С2 — по 47 мкФ, С3 и С4 — по 100 мкФ, а С5 и С6 — по 470 мкФ. Рабочее напряжение конденсатора не менее 50 В. Подойдет любой трансформатор Тр2, мощностью не более 20 Вт и напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко используемых 1N4007 или 1N5408.
Сварочный трансформатор изготовлен из сердечника на 2,5 А из обожженной ЛАТРА, после удаления старой обмотки железо оборачивается не менее чем тремя слоями лакоткани. На конец магнитопровода, перед тем как наматывать окрашенную ткань, установите тонкое кольцо из электрокартона, сложив его по внешнему и внутреннему краям кольца. Это предотвращает повреждение окрашенной ткани при прокатке и последующем использовании.
В первичной обмотке используются провода диаметром 1,5 мм, предпочтительно провода с тканевой изоляцией, что позволяет улучшить условия погружения обмотки в краску. Для пропитки можно использовать лак КС521 или аналогичный продукт. Количество витков показано на рисунке 2б. С помощью крана можно примерно отрегулировать сварочный ток. Намотайте слой хлопчатобумажной ленты между первичной и вторичной обмотками и окуните катушку в лак.
вторичная обмотка выполнена из многожильного провода с кремниевой изоляцией диаметром 20 мм и содержит 4…7 витков. Площадь провода должна быть не менее 300 квадратных миллиметров. Наконечник крепится на конце провода и для лучшего контакта его следует припаять. Вторичную обмотку можно сделать из пучка нескольких более тонких проводов. Общая площадь должна быть не меньше указанной, и все провода должны быть намотаны одновременно. Трансформатор рассчитан на обеспечение сварочного тока до 1500 А. Напряжение холостого хода 4…7 В.
Сварку контактных механизмов производят по роду работ, выполняемых по одной из известных схем. Самым распространенным является сварочный зажим. Давление, создаваемое этим механизмом, составляет примерно 20 кг/см2. Скорее, это усилие выбрано с практической точки зрения. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактной площадки должен быть как можно меньшим, чтобы обеспечить более качественную пайку стержня.
Сейчас можно встретить множество любительских конструкций точечной сварки. Все идет в дело. Например, одна из разработок — силовой трансформатор TC270 на базе старого цветного кинескопного телевизора. Для создания такого устройства необходимо шесть трансформаторов. Хоть и появились схемы с микропроцессорным управлением, общий смысл конструкции остался прежним: обеспечить короткие импульсы сварочного тока и достаточную силу прижима в месте сварки.
- Термостат электрического котла
- Регулятор температуры для сварки пластмасс
- логический чип. Часть 10: Как устранить дребезг контактов
Надеюсь, эта статья была вам полезна. См также «Электрическая энергия в повседневной жизни и работе» Другие статьи в категории «Практическая электроника
Подписывайтесь на наш Telegram-канал об электронике для профессионалов и любителей: Полезная электроника для повседневного использования
Видео: Аппарат для точечной сварки
Видео: Лучшая точечная сварка — Docreate (1500 farad, 5.4v)
Читайте также статью: Газовые котлы в доме


